
Aperçu
La machine-outil CNC est l'application intégrée des technologies mécaniques, électriques, hydrauliques, pneumatiques, microélectroniques et de l'information et autres technologies comme l'un des produits d'intégration électromécanique, dans l'équipement de fabrication mécanique avec des technologies flexibles, universelles, de haute précision et de haute précision. Équipement de production automatique « flexible » d'efficacité, il traitera les différentes opérations et étapes requises ainsi que la forme et la taille de la pièce de travail, avec un code numérique, via le support de contrôle dans le dispositif de commande numérique, le dispositif de commande numérique aux informations d'entrée Traitement et calcul, système de machine-outil de contrôle de commande et composants d'entraînement, traitement automatique de la pièce requise. Le niveau technique des machines-outils CNC et son pourcentage dans la production et la propriété totale des machines-outils de coupe des métaux sont l'un des indicateurs importants pour mesurer le niveau global de développement économique national et de fabrication industrielle d'un pays. Ces dernières années, la part des machines-outils CNC dans les entreprises chinoises a augmenté d'année en année, et elles ont été davantage utilisées dans les grandes et moyennes entreprises, et elles sont également généralement utilisées dans les petites et moyennes entreprises et même entreprises individuelles.
Exigences du processus de tournage CNC
- Lorsque la pièce est traitée par un tour CNC, la quantité d'avance est importante, la vitesse de traitement est faible et le processus d'usinage a une charge d'impact en raison de la surface inégale de la pièce.
- Pour la finition au tour, la quantité d'alimentation est faible, afin de garantir l'efficacité du traitement, la vitesse de traitement est élevée.
- Le moteur de broche doit avoir une vitesse de sortie faible et un couple élevé, il est stable et peut fonctionner à grande vitesse.
- La réception de signaux analogiques nécessite une linéarité élevée et une faible interférence de charge.
- Le bruit du moteur est faible et les interférences avec l'équipement d'automatisation du système sont faibles. Accélérez et ralentissez le moins possible.
Avantages des produits de la série CNClathe KD600
L'onduleur vectoriel haute performance de la série Kd600 adopte une technologie avancée de contrôle de flux, le couple du moteur à basse vitesse est important, la précision de la vitesse est élevée, le prix est raisonnable, la fonction est complète, avec traitement instantané des pannes de courant et fonction de suivi de la vitesse et de redémarrage. , pour garantir que le système réalise un mécanisme de fonctionnement continu, pour garantir que le moteur fonctionne à l'état d'efficacité le plus élevé, par conséquent, l'utilisation d'un onduleur vectoriel haute performance de la série KD600 au lieu du système servo AC de broche est le meilleur choix pour l'industrie des machines-outils. L'onduleur de la série KD600 présente les caractéristiques suivantes :
- Technologie unique de contrôle magnétique faible : peut être un bon contrôle du moteur à couple élevé basse fréquence, peut fonctionner en 0 ~ 600 Hz.
- Vitesse d'arrêt rapide et stable : la technologie d'arrêt par décélération du flux magnétique peut ralentir et arrêter le moteur plus rapidement.
- Précision et stabilité de la vitesse : la linéarité du réglage de la vitesse est bonne, la précision de la stabilité de la vitesse est élevée et la fluctuation de la vitesse est comprise entre 5/1000 lorsque la charge change.
- Excellentes performances basse fréquence : algorithme de contrôle vectoriel optimisé sans PG, basse fréquence 1 Hz jusqu'à 150 % de couple nominal, pour garantir une forte force de coupe pendant le traitement des ébauches.
- Fournit plusieurs modes d'entrée de fréquence : 2 sources de tension d'entrée 0 ~ 10 V ou -10 V à +10 V, 1 source de courant 4 ~ 20 mA ou entrée 0 ~ 20 mA.
- Large gamme d'applications de tension de réseau : la conception avancée de l'alimentation à découpage peut être appliquée à une variété d'environnements de réseau.
- Processus de production exquis : adoptez un processus d'épaississement de revêtement unique, le conduit d'air est complètement isolé du PCB interne et a une forte adaptabilité à l'environnement physique difficile tel que la poussière métallique, les gaz corrosifs et l'humidité.
- Le circuit d'absorption des fuites intégré réduit considérablement le choc électrique sur le corps humain lorsque le boîtier de l'équipement est chargé.
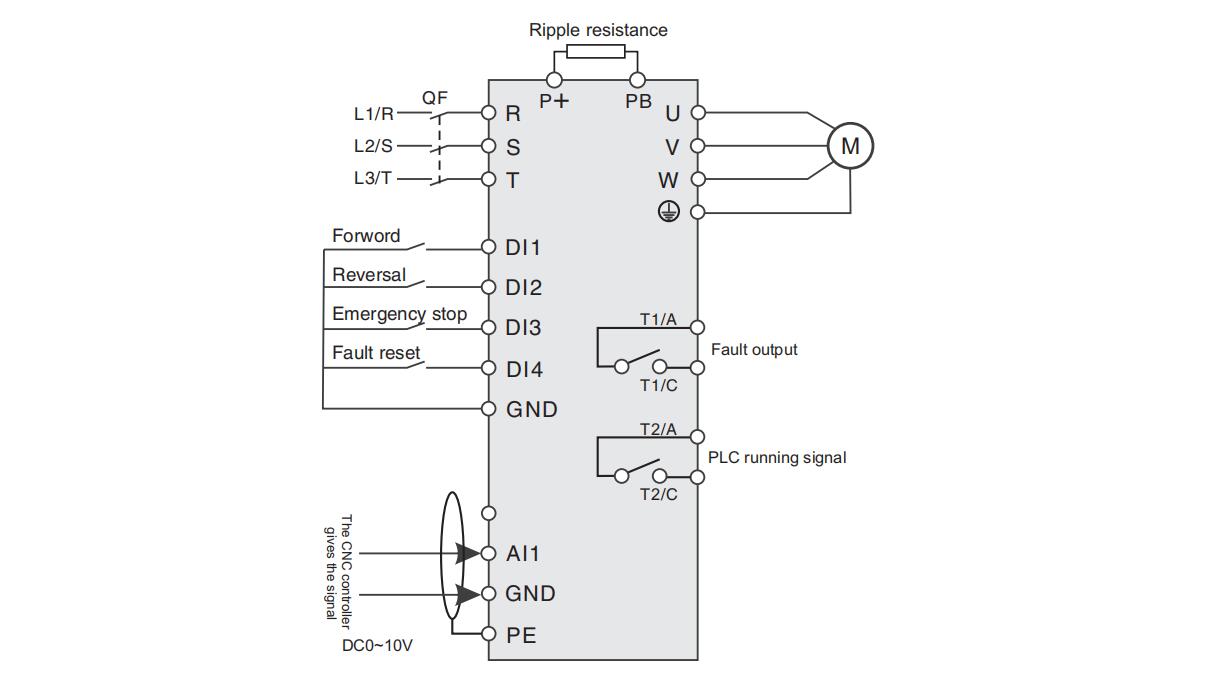
Schéma de câblage de base
Paramètres et description des paramètres
| Paramétrage | Instructions | Paramétrage | Instructions |
| P0-03=1 | Pas de mode vectoriel PG | P4-01=11KW | Puissance nominale du moteur |
| P0-04=1 | Le terminal externe démarre ou s'arrête | P4-02=380V | Tension nominale du moteur |
| P0-06=2 | La grandeur analogique AI1 est donnée | P4-04=22,6A | Courant nominal du moteur |
| P0-14=150 | Fréquence de sortie maximale | P4-05=50 Hz | Fréquence nominale du moteur |
| P0-16=150 | Limite supérieure de fréquence de fonctionnement | P1-06 = 1435 tr/min | Vitesse nominale du moteur |
| P0-23=1,0 | Temps d'accélération | P6-00=2 | Sortie de défaut |
| P0-24=0,8 | Temps de décélération | P6-02=1 | Convertisseur de fréquence en fonctionnement |
| P5-00=1 | Courir en avant | P5-01=2 | Course inversée |
| Paramètres du moteur P4-01 ~ P4-06, veuillez entrer avec précision | |||
Résultat du débogage
Il a été prouvé que le convertisseur de fréquence vectoriel haute performance de la série KD600 peut répondre pleinement aux exigences du contrôle de broche de machine-outil. KD600 adopte le principal mode de contrôle vectoriel sans PG, qui peut produire en douceur un couple de 150 % même en fonctionnement à basse vitesse (basse fréquence) pour répondre aux besoins de traitement de différentes pièces, et peut remplacer complètement la structure traditionnelle de broche à roulement, et cette broche. la structure est simple, compacte et peut réaliser une véritable régulation de vitesse en continu. La vitesse de cette broche est contrôlée par un signal analogique externe pour contrôler la fréquence de sortie dans différents processus de traitement (par exemple, ébauche, finition, etc.) nécessitant une vitesse différente, à ce moment, le système de commande numérique peut émettre différents signaux de tension analogiques vers le inverseur pour atteindre différentes vitesses, et le signal de démarrage et d'arrêt est également contrôlé par le système de commande numérique, ce qui améliore le degré d'automatisation et prolonge la durée de vie de l'outil.

Heure de publication : 17 novembre 2023